Cho dù bạn đã trang bị một máy khoan cực tốt, mũi khoan đạt các tiêu chuẩn quốc tế, nhưng quá trình vận hành và sử dụng không đúng kỹ thuật cũng sẽ dễ dàng làm hư hỏng các mũi khoan, giảm tuổi thọ cho máy.

Không làm mát hoặc làm mát không đúng cách trong quá trình khoan
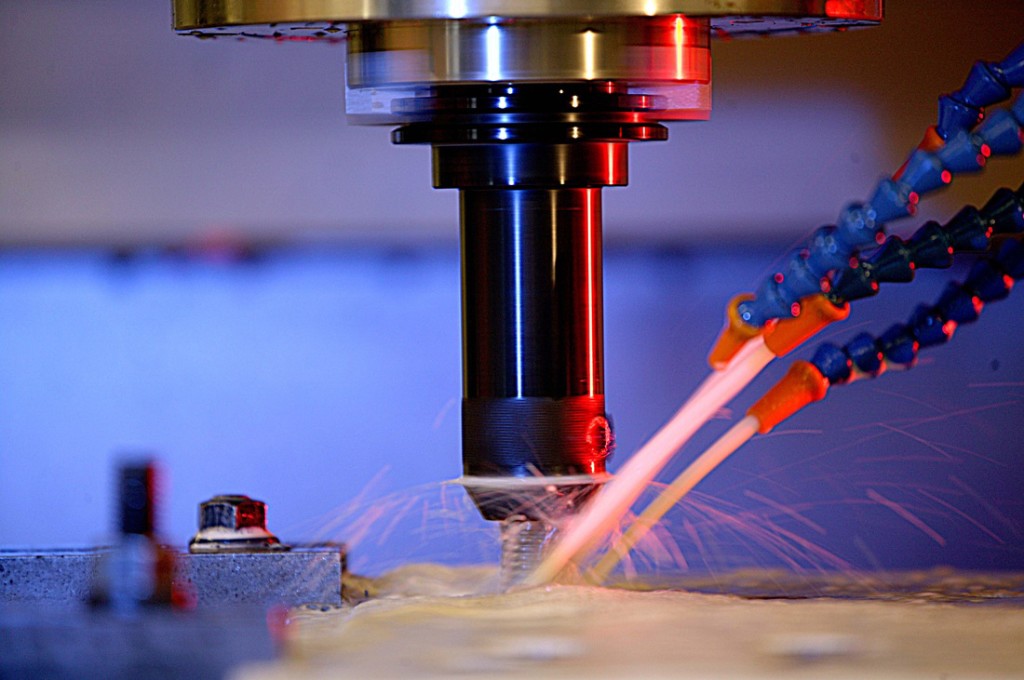
Khi khoan cắt kim loại, mũi khoan từ sẽ tiếp xúc với vật liệu cắt sinh ra lượng nhiệt lớn. Chính lượng nhiệt đó sẽ gây cháy bộ phận này. Để tránh trường hợp đó, các máy khoan cần được trang bị hệ thống dung dịch làm mát, phun dung dịch liên tục vào điểm tiếp xúc trong quá trình làm việc.
Ngoài ra, người vận hành phải đảm bảo dung dịch làm mát cho mũi khoan có tính bôi trơn và độ nhớt thấp, phù hợp với từng loại vật liệu và quá trình gia công khác nhau.
Lựa chọn mũi khoan sai quy cách, không đúng ứng dụng
Mỗi loại mũi khoan sẽ thích hợp cho từng loại vật liệu cụ thể. Các nhà sản xuất cũng đưa ra các thông số kỹ thuật sản phẩm của họ cho từng loại vật liệu thép riêng biệt. Nhưng do quá trình khoan cắt, việc sử dụng tùy tiện, không đúng ứng dụng sẽ dẫn đến làm gãy và hư hỏng bộ phận, ảnh hưởng chất lượng sản phẩm và tuổi thọ máy.
Lực tỳ đè trong quá trình khoan quá mạnh
Khi vận hành và điều khiển máy khoan, chỉ cần một lực đủ mạnh để mũi khoan hoạt động hiệu quả. Trong một số trường hợp, do yêu cầu về tiến độ hoàn thành công việc, người sử dụng cố gắng khoan thật nhanh bằng cách tác dụng một lực tương đối lớn. Điều đó dễ dàng gây gãy bộ phận này, hư hỏng máy khoan.
Mũi khoan không được cố định chặt vào máy
Trước khi gia công kim loại, người sử dụng nên chắc chắn rằng bộ phận đã được gắn chặt vào máy. Đây là một trong những yếu tố quan trọng trực tiếp quyết định đến chất lượng lỗ khoan và hạn chế hư hỏng mũi khoan.
Ty định tâm bị cong hoặc không được sử dụng
Ty định tâm là một bộ phận quan trọng trong quá trình khoan kim loại. Ty định tâm có tác dụng giúp khoan chính xác hơn và hỗ trợ đẩy lõi thép ra ngoài. Sử dụng ty định tâm bị cong sẽ gây chèn ép mũi khoan dẫn đến vỡ bộ phận này, hư hỏng máy khoan.
Sử dụng mũi khoan quá cùn
Một mũi khoan bị cùn cũng là nguyên nhân dẫn đến hư hỏng. Trường hợp áp lực không ăn phôi dễ dàng gây ra hậu quả vỡ bộ phận, nghiêm trọng hơn là cháy đế từ.

Không làm mát hoặc làm mát không đúng cách trong quá trình khoan
Khi khoan cắt kim loại, mũi khoan từ sẽ tiếp xúc với vật liệu cắt sinh ra lượng nhiệt lớn. Chính lượng nhiệt đó sẽ gây cháy bộ phận này. Để tránh trường hợp đó, các máy khoan cần được trang bị hệ thống dung dịch làm mát, phun dung dịch liên tục vào điểm tiếp xúc trong quá trình làm việc.
Ngoài ra, người vận hành phải đảm bảo dung dịch làm mát cho mũi khoan có tính bôi trơn và độ nhớt thấp, phù hợp với từng loại vật liệu và quá trình gia công khác nhau.
Lựa chọn mũi khoan sai quy cách, không đúng ứng dụng
Mỗi loại mũi khoan sẽ thích hợp cho từng loại vật liệu cụ thể. Các nhà sản xuất cũng đưa ra các thông số kỹ thuật sản phẩm của họ cho từng loại vật liệu thép riêng biệt. Nhưng do quá trình khoan cắt, việc sử dụng tùy tiện, không đúng ứng dụng sẽ dẫn đến làm gãy và hư hỏng bộ phận, ảnh hưởng chất lượng sản phẩm và tuổi thọ máy.
Lực tỳ đè trong quá trình khoan quá mạnh
Khi vận hành và điều khiển máy khoan, chỉ cần một lực đủ mạnh để mũi khoan hoạt động hiệu quả. Trong một số trường hợp, do yêu cầu về tiến độ hoàn thành công việc, người sử dụng cố gắng khoan thật nhanh bằng cách tác dụng một lực tương đối lớn. Điều đó dễ dàng gây gãy bộ phận này, hư hỏng máy khoan.
Mũi khoan không được cố định chặt vào máy
Trước khi gia công kim loại, người sử dụng nên chắc chắn rằng bộ phận đã được gắn chặt vào máy. Đây là một trong những yếu tố quan trọng trực tiếp quyết định đến chất lượng lỗ khoan và hạn chế hư hỏng mũi khoan.
Ty định tâm bị cong hoặc không được sử dụng
Ty định tâm là một bộ phận quan trọng trong quá trình khoan kim loại. Ty định tâm có tác dụng giúp khoan chính xác hơn và hỗ trợ đẩy lõi thép ra ngoài. Sử dụng ty định tâm bị cong sẽ gây chèn ép mũi khoan dẫn đến vỡ bộ phận này, hư hỏng máy khoan.
Sử dụng mũi khoan quá cùn
Một mũi khoan bị cùn cũng là nguyên nhân dẫn đến hư hỏng. Trường hợp áp lực không ăn phôi dễ dàng gây ra hậu quả vỡ bộ phận, nghiêm trọng hơn là cháy đế từ.
Xem thêm:
CÔNG TY TNHH THƯƠNG MẠI GIẢI PHÁP CÔNG NGHỆ HOÀNG UYÊN
- Phấn đấu là nhà phân phối chuyên nghiệp và uy tín tại thị trường Việt Nam, Hutscom luôn luôn nổ lực hết mình cho mục tiêu cao cả này cùng với chất lượng, giải pháp tối ưu và cải tiến liên tục là ưu tiên hàng đầu của chúng tôi, Quý khách vui lòng liên hệ ngay hotline của chúng tôi, nhân viên của chúng tôi sẵn sàng tư vấn nhiệt tình nhất.
- Giúp khách hàng nâng cao hiệu quả và hiệu suất kinh doanh bằng giải pháp, sản phẩm và dịch vụ thực sự hiệu quả và tin cậy.
- Hãy trải nghiệm với tư vấn, sản phẩm và dịch vụ của chúng tôi để được đón nhận nhiều hơn nữa những giá trị thật sự mà bạn đang cần
Phòng G7, số 06 Phùng Khắc Khoan, phường ĐaKao, Q1, TP. HCM
Số điện thoại: 0903867467 - Hoặc gửi email đến sales@hutscom.vn
Nhận xét
Đăng nhận xét