Với sư phát triển của những phương thức cắt gọt tốc độ cao có hệ thống điều khiển tính hiệu số (numberican control), thì đầu kẹp dao (bầu kẹp dao) đã trở thành một yếu tố quan trọng trong công nghệ gia công cơ khí. Ngoài các loại bầu kẹp thông thường như mâm cặp kiểu collet, bầu kẹp giãn nở thủy lực,... Thì công nghệ co rút theo nhiệt độ được áp dụng lên chính bầu kẹp đó là Bầu Kẹp Co Nhiệt hay Đầu kẹp nhiệt.
Thông thường phần lỗ lắp dao cụ bầu kẹp co nhiệt được sản xuất với một kích thước nhỏ hơn chuẩn. Để lắp dao cụ vào, thì bầu kẹp co nhiệt phải được làm nóng cho đến khi lỗ lắp dao cụ giãn nở ra bằng với kích thước chuẩn (đường kích cán dao cụ) và có khe hở cần thiết.
Khi dao cụ được lắp đặt thì bầu kẹp dao được làm mát và đường kính kẹp giảm cho đến khi đầu kẹp và dao cụ gần như một khối thống nhất, có độ cứng tương đương một dao cụ cắt gọt đơn khối. Khi tháo dao cụ ra thì phần cán dao và bầu kẹp phải được nung nóng ở hai nhiệt độ khác nhau hay nói cách khác đặc tính giãn nở phải khác nhau.
VẬY NUNG NÓNG ĐẦU KẸP NHIỆT BẰNG CÁCH NÀO?
Nguồn nhiệt để nung nóng thường là cuộn cảm ứng, biến đổi điện năng thành nhiệt năng. Trực tiếp làm nóng tại vị trí kẹp co nhiệt bằng điện trường xoáy (Fuco).
Ngoài ra bầu kẹp có thể làm nóng bằng khí nóng và nhiệt độ phải đạt đến 600 ºC.
Lưu ý là phải vừa lắp vừa nung nóng vì vậy người vận hành phải có những biện pháp bảo vệ cần thiết.

ƯU VÀ NHƯỢC ĐIỂM ĐẦU KẸP NHIỆT?
Sự kết nối bằng lực khép kín đảm bảo dao cụ cắt gọt và bầu kẹp được chắc chắn truyền momen xoắn cao.
Độ chính xác lệch tâm giữa bầu kẹp và dao cụ < 0,003mm.
Có thể lắp với cán dao hình trụ bằng carbide hoặc bằng gốm theo tiêu chuẩn trục 6h.
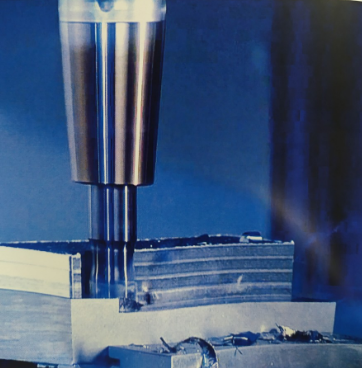
Bầu kẹp thích hợp cho việc gia công thô tỉ lệ cắt gọt lượng dư lớn cũng như việc cắt với tốc độ chính xác cao với 55.000 vòng/ phút.
Biên dạng bầu kẹp nhỏ không phức tạp nên có thể gia công những vị trí diện tích nhỏ trên máy 5 trục hiện đại.
Chi phí bảo dưỡng thấp hơn so với bầu kẹp thủy lực.
Mặt hạn chế so với bầu kẹp thủy lực là những rung động trên lưỡi cắt trên dao cụ do sự nối cứng giữa dao cụ và bầu kẹp khó bị triệt tiêu, ảnh hưởng đến việc cắt không điều và tăng hao mòn dao cụ. Rung động khi gia công truyền từ dao đến bầu kẹp rồi đến máy, gây ra ứng suất trên máy giảm tuổi thọ của trục chính.
Việc gá lắp dao cụ cũng như nung nóng và làm mát thường xuyên cũng gây ra biến đổi tính chất của vật liệu trên bầu kẹp sẽ ảnh hưởng đến độ chính xác lệch tâm. Bầu kẹp nhiệt không thích hợp kẹp cán dao nhỏ hơn 3 mm và cán dao có có rãnh cần cẩn thận để không làm hỏng đường kính kẹp.
Khuyến Nghị
Để chọn một bầu kẹp tốt có nhiều yếu tố quyết định như hình dạng chi tiết, vật liệu, dao cụ, biên dạng gia công, máy móc, chi phí bảo dưỡng và đầu tư thiết bị ngoại vi,... Là những yếu tố cân nhắc không thể bỏ qua khi chọn một bầu kẹp thích hợp với mục đích sử dụng cho năng suất cao.
![]()
Hoàng Uyên Technology Solutions Commerce Co., Ltd - Hutscom
- Là công ty chuyên phân phối, mua bán linh kiện, phụ kiện dụng cụ cơ khí chính xác và bán lẻ các sản phẩm dụng cụ cắt gọt gia công cơ khí từ các thương hiệu lớn trên thế giới.
- Đại lý phân phối chính thức thương hiệu Kyocera, chuyên cung cấp dao cụ cắt gọt kim loại, thiết bị công nghiệp, sản xuất phụ kiện máy cấp phôi tự động độc quyền tại thị trường Việt Nam
- Với phong cách tư vấn chuyên nghiệp và phục vụ tận tình của nhân viên Hutscom sẽ góp phần quan trọng mang lại sự hài lòng cho Qúy khách hàng.
- Liên hệ ngay với chúng tôi để được tư vấn và trải nghiệm công nghệ mới, sản phẩm đa dạng
Website: https://hutscom.vn/
Email: sales@hutscom.vn
Hotline: 0903 867 467
Nhận xét
Đăng nhận xét